 존 박사의 두 번째 이슈 - 리더쉽을 통한 진정한 혁신
Dr. John Anderson Packaging Segment Director Americas, Pittsburgh, PA, USA (아메리카 포장 부문 디렉터, Pittsburgh, PA, USA) 이 블로그 시리즈는 연설을 위해 준비되었던 것이었지만 혁신과 플렉소를 위한 디지털 플랫 탑 도트의 선구자가 되기 위해서 진정으로 필요한 것으로 확장되었으며 계속해서 진행되고 있습니다. Cosalco 25주년 기념 이벤트 저는 이 블로그를 코스타리카에 산 호세에 있는 Cosalco를 위한 기조연설에 참석하는 동안 작성했습다. Cosalco는 컨퍼런스와 제품전시, 그들의 고객들로 하여금 브랜드 소유자들이나 구매자들을 위한 완전한 솔루션을 생산할 수 있도록 하는 완전한 포장 솔루션, 원자재, 필름, 프리프레스,..
더보기
존 박사의 두 번째 이슈 - 리더쉽을 통한 진정한 혁신
Dr. John Anderson Packaging Segment Director Americas, Pittsburgh, PA, USA (아메리카 포장 부문 디렉터, Pittsburgh, PA, USA) 이 블로그 시리즈는 연설을 위해 준비되었던 것이었지만 혁신과 플렉소를 위한 디지털 플랫 탑 도트의 선구자가 되기 위해서 진정으로 필요한 것으로 확장되었으며 계속해서 진행되고 있습니다. Cosalco 25주년 기념 이벤트 저는 이 블로그를 코스타리카에 산 호세에 있는 Cosalco를 위한 기조연설에 참석하는 동안 작성했습다. Cosalco는 컨퍼런스와 제품전시, 그들의 고객들로 하여금 브랜드 소유자들이나 구매자들을 위한 완전한 솔루션을 생산할 수 있도록 하는 완전한 포장 솔루션, 원자재, 필름, 프리프레스,..
더보기
 프리프레스 스크리닝 문제 – 1부 이론과 기초
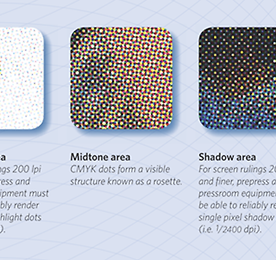
Eric Kolotyluk Software Developer, Prepress Solutions, Vancouver, Canada (소프트웨어 개발자, 프리프레스 솔루션, Vancouver, 캐나다) 프레스에서 연속계조(콘톤) 이미지를 재생할 때, 모든 도트를 하나의 특정 개별 컬러와 톤(컴퓨터 디스플레이의 픽셀 같은)으로 (쉽게) 만들어낼 수 없습니다. 실제로는 작은 한 세트의 잉크 컬러들(10개 미만)로 한정됩니다. 대부분의 인쇄방식(예: 리소그래피, 플렉소그래피 등)으로는 한 가지 특정 컬러의 도트를 아무런 계조범위 없이 인쇄할 수 밖에 없습니다. 즉, 잉크 도트가 있거나, 아니면 없거나입니다. 스크리닝 (하프톤이라고도 함)은 프레스 기술의 한계에도 불구하고 콘톤 이미지의 시각적 효과를 주기 위해 ..
더보기
프리프레스 스크리닝 문제 – 1부 이론과 기초
Eric Kolotyluk Software Developer, Prepress Solutions, Vancouver, Canada (소프트웨어 개발자, 프리프레스 솔루션, Vancouver, 캐나다) 프레스에서 연속계조(콘톤) 이미지를 재생할 때, 모든 도트를 하나의 특정 개별 컬러와 톤(컴퓨터 디스플레이의 픽셀 같은)으로 (쉽게) 만들어낼 수 없습니다. 실제로는 작은 한 세트의 잉크 컬러들(10개 미만)로 한정됩니다. 대부분의 인쇄방식(예: 리소그래피, 플렉소그래피 등)으로는 한 가지 특정 컬러의 도트를 아무런 계조범위 없이 인쇄할 수 밖에 없습니다. 즉, 잉크 도트가 있거나, 아니면 없거나입니다. 스크리닝 (하프톤이라고도 함)은 프레스 기술의 한계에도 불구하고 콘톤 이미지의 시각적 효과를 주기 위해 ..
더보기



